



Sono in continuo aumento gli hobbisti che decidono di fornirsi di una fresa a controllo numerico(CNC). Molti si affannano a cercare progetti per autocostruirla, altri fanno qualche sacrificio e la comprano pronta all'uso, approfittando di qualche buona offerta.
Molte di queste persone sognano il momento in cui potranno toccare con mano il nuovo giocattolo tecnologico ed ingenuamente credono di essere giunti alla meta quando ne entrano in possesso.
In realtà non si è giunti alla meta ma è l'alba di una nuova serie di problemi.
Visto che una buona fetta di aeromodellisti utilizza la cnc solo per il taglio di centine, ordinate e più in generale di elementi 2D, ho deciso di mostrare come io realizzo un elemento 3D.
Forse potrà servire da spunto a qualcuno che già possiede esperienza nelle piccole realizzazioni. Sicuramente sarà apprezzato da coloro che si avvicinano per le prima volta nel mondo del taglio a controllo numerico.
Il pezzo da realizzare sarà un simulacro in depron di un motore stellare dentro il quale verrà alloggiato un motore elettrico brushless.
Prima di tutto bisogna disegnare il pezzo in 3D che si vuole realizzare.
Ci vuole un CAD 3D e bisogna saperlo maneggiare almeno per le operazioni basilari. Rhino è il candidato ideale.
Se si è giocherellato un pochino con questo programma e si è capaci di disegnare due profili allora si potrà agevolmente seguire il prossimo video.
Il disegno è composto da tre strati o layer oltre a quello di default.
Su rif ci sono gli elementi di riferimento e qualche profilo, su zone si tracceranno gli elementi 2D che descrivono alcune aree notevoli e su surface ci sarà il disegno 3D vero e proprio.
Il simulacro, a dispetto di una sua apparente complessità, è frutto di pochi comandi: superfici di rivoluzione ed array polari.
Adesso è il momento di elaborare il modello 3D con un CAM per ottenere uno o più file G-Code necessari per la realizzazione del pezzo.
Il software CAM non è una applicazione stand-alone ma un plugin di Rhino ovvero RhinoCAM. Nella fresatura di un qualsiasi pezzo 3D sono necessari diversi metodi di lavorazione. I diversi metodi di lavorazioni o più semplicemente, le diverse lavorazioni, possono insistere su aree diverse del pezzo.
A questo punto bisognerebbe analizzare il pezzo per individuare le strategie da usare e le zone da trattare. Ciò si acquista con l'esperienza.
Il prossimo video illustra la creazione delle curve che serviranno per delimitare le zone da trattare.
Come ho già precedentemente detto, il pezzo sarà in depron. Mi serve per il DHC-2 e deve essere necessariamente leggero. Tutto sommato è solo un fronzolo 🙂
Per ottenere il blocchetto di depron del giusto spessore, ho fatto un sandwich incollando 3 strati del materiale (6mm+6mm+3mm). Ho aggiunto al sandwich anche un ulteriore strato, formato da compensatino di betulla da 0,4mm per avere la giusta solidità e non rischiare brutte sorprese quando dovrò staccare il pezzo fresato dal piano di lavoro.
In totale sono 15,4 mm di spessore. Nel prossimo video si può notare che lo spessore del materiale da lavorare (box stock) viene impostato a 16mm.
Alcune note:
- 00:14 Ho scelto dalla lista dei postprocessori EMC-Sherline-MM perchè le misure del pezzo sono in millimetri ed userò LinuxCNC (ex EMC2) per pilotare la fresa.
- 00:54 La prima lavorazione Horizontal Roughing effettua una prima veloce sgrossatura per asportare più materiale possibile con un utensile di diametro importante.
- 01:05 Il proxxon che uso come mandrino non mi permette di usare frese grosse quindi ho usato la più grossa che posso ovvero da 1/8 di pollice (3,175 mm). Questo passa per ora il convento... 🙂
- 01:20 Fisso il piano di sicurezza 3mm più in alto dello spessore del materiale
- 01:22 Fisso le tolleranze
- 01:26 Fisso lo stepover ovvero il passo laterale dell'utensile. (45 % del diametro dell'utensile = 1,43 mm circa)
- 01:31 Fisso lo stepdown, ovvero l'affondamento di ogni strato rispetto al precedente, pari al 100% del diametro della fresa. Gli scalini generati saranno quindi di 1/8 di pollice. Il valore è volutamente alto perchè il depron si taglia senza nessuna difficoltà. A dire il vero potevo anche fare a meno di questa lavorazione di sgrossatura perchè il materiale da fresare è ridicolo e lo spessore del sandwich è minore della lunghezza della fresa...
- 02:12 La successiva lavorazione Radial Machining effettua una operazione di rifinitura. I parametri di taglio ovviamente sono diversi.
Nel successivo video si comincia a rifinire le 9 testatine.
La fresa utilizzata è da 1/16 di pollice, a candela. Le lavorazioni sono tutte di tipo Parallel Finishing e sostanzialmente identiche. La differenza risiede solo nell'angolo di taglio che risulta essere di 40° fra una testatina e la successiva.
Nel successivo video siamo alle ultime 3 lavorazioni.
- 00:12 Horizontal Finishing Serve a rifinire i 3 fori di fissaggio
- 01:27 Pencil Tracing Serve a rifinire i piani di contatto sulle testatine. Anche questa lavorazione sarebbe superflua visto il materiale trattato, ma l'ho voluta inserire come esempio.
- 03:00 Horizontal Finishing Serve a rifinire, con un taglio continuo, il livello in cui si trova il compensatino di betulla da 0,4mm
Adesso si passa a replicare le lavorazioni su l'altra metà del simulacro...
Alla fine si generano i 2 G-Code che servono per realizzare l'oggetto.
Quindi, ricapitolando, il primo file verrà eseguito con una fresa da 1/8 di pollice ed il successivo file sarà eseguito con una fresa da 1/16 di pollice.
In realtà si poteva generare un unico file G-Code e procedere al momento opportuno al cambio utensile ma ho preferito utilizzare 2 file distinti per eseguire la fresatura in 2 tempi distinti.
Riguardo alla realizzazione pratica
- nella realizzazione del sandwich ho usato come collante la poliuretanica. Un velo sottilissimo è sufficiente.
- lasciare asciugare sotto pressione e sopra un piano rigido
- se per fissare il sandwich sul piano di lavoro della cnc si adotta il nastro biadesivo, allora fare attenzione a porre i rettangolini su aree che non saranno lavorate dalla fresa altrimenti la punta si potrebbe impastare, degradando le lavorazioni
- per fare aderire i due pezzi alla fine, non utilizzare morsetti od altro direttamente sul depron ma realizzare il semplice scaletto consigliato sotto. Le sporgenze della testatine sono state previste per questo scopo 😉


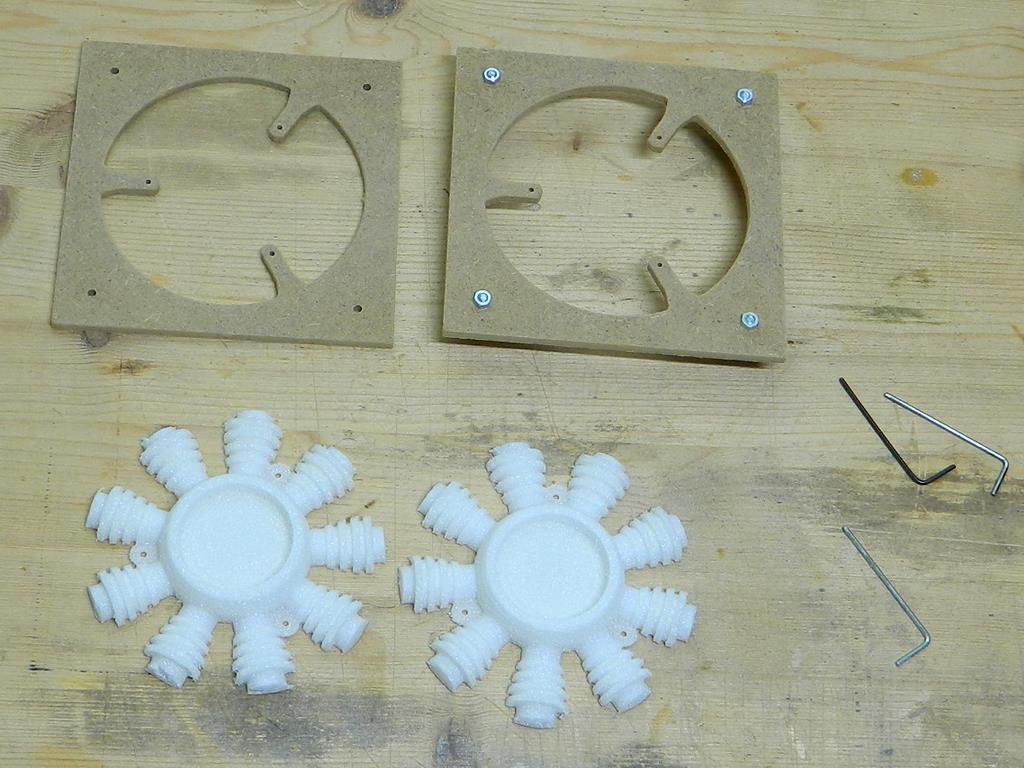


La zona centrale sarà poi opportunamente svuotata in funzione delle dimensioni del brushless che dovrà accogliere.
Download “Radial_MOp Set 1”
Download “Radial_MOp Set 2”
Download “Radial_Engine”
molto ben fatto
Grazie.
🙂
Ciao, complimenti per il lavoro! mi sapresti indicare la procedura per esportare un file da Rhino 5 ad artcam? il mio problema è che quando esporto un file da Rhino ad artcam per esempio come stl, vedo il disegno in 3D e 2D ma non riesco a selezionare i vettori nella schermata 2D e quindi non riesco a creare il percorso utensile. Dove sbaglio
Grazie
Premesso che se devi eseguire solo tagli 2D allora è decisamente meglio partire con i singoli pezzi disposti tutti sullo stesso piano e alla stessa altezza.
Quindi il primo passo da fare è preparare su rhino un rettangolo, che identifica la tavoletta da fresare, opportunamente orientata affinchè sia contenuta dentro l'area utile della tua cnc.
All'interno del rettangolo disponi opportunamente tutti i pezzi che dovranno essere tagliati. A questo punto già puoi creare diversi layer che conterranno le varie fasi di fresatura.
Es: supponiamo che devi tagliare 2 anelli. Serviranno due fasi
1) taglio interno
2) bordi
Il primo layer lo chiami "FASE1" ed includi solo i 2 cerchi interni degli anelli.
Il secondo layer lo chiami "FASE2" ed inserisci solo i 2 cerchi esterni degli anelli.
Per la conversione usa il tool apposito PS-Exchange della delcam. Tale programma ti legge il formato rhino4 e ti permette di salvarlo in dxf potabile per artcam.
Su artcam sarà facilissimo selezionare i vettori perchè mediante i layer potrai nascondere/visualizzare i gruppi e in un sol colpo selezionare tutti i pezzi di una singola fase.
E' più difficile a spiegarsi che a farsi. 🙂
Salve
Vorrei fresare dei bassorilievi da utilizzare come matrici per la termoformatura.
Le materie plastiche si fresano bene? Quale materiale mi consiglia?
Non ho esperienza su fresatura di materie plastiche. Ho fatto qualche prova sul Lexan ma non sono rimasto entusiasta.
In ogni caso, poichè la termoformatura viene detta tale perchè entra in gioco una lastra riscaldata, non credo che sia una buona idea creare un master fresando la plastica.
Io mi orienterei verso legni duri. Il faggio mi sembra una buona scelta.
ciao
It's truly a great and useful piece oof information. I amm happy that you shared this helpful info with us.
Please keep us up to date likke this. Thank you forr sharing.
I'm glad you found my article helpful. 🙂
greetings